Categorías
Último Blog
Giunzione per fusione di fibre
El principio del empalme por fusión es que los dos extremos desnudos de la fibra (sin los revestimientos) se fusionan bajo la influencia del calor. Más precisamente, los extremos de las fibras se ponen inicialmente en estrecho contacto, con un pequeño espacio entre ellos. Después de calentarlos por un corto tiempo de modo que las superficies se derritan, se juntan, de modo que los extremos se fusionan.
El calentamiento a menudo se logra con una descarga eléctrica de alto voltaje, pero existen otros métodos: un alambre de níquel-cromo calentado eléctricamente, un láser de CO2 o una llama de gas.
La tensión superficial ayuda a lograr una buena alineación, si los núcleos de las fibras están en los ejes de las fibras. También es posible alinear con precisión las fibras antes del empalme de modo que los núcleos (incluso cuando estén ligeramente descentrados) coincidan bien, pero existe el riesgo de que la tensión superficial tire de los extremos de la fibra hacia una posición en la que las áreas totales ( en lugar de los núcleos) se emparejan.
El empalme de fibras multimodo es poco crítico. Aquí, se esperan pérdidas de transición sustanciales solo cuando los parámetros de la fibra no coinciden bien, por ejemplo, si las áreas del núcleo son bastante diferentes. Para las fibras monomodo, el proceso es más crítico. Aquí, las condiciones ideales para empalmes confiables de baja pérdida son:
• Las fibras son fibras de sílice. No todos los demás materiales de vidrio son adecuados para el empalme por fusión.
• Los parámetros del empalmador por fusión (en particular, la corriente eléctrica y la duración del arco) están bien optimizados para el tipo de fibra dado (material y diámetro).
• Las fibras tienen diámetros de revestimiento iguales.
• El revestimiento de fibra se elimina por completo, posiblemente con un disolvente.
• Los extremos de las fibras están bien preparados, con cortes exactamente perpendiculares, sin irregularidades en la superficie y sin polvo. Un corte de fibra cuidadosamente hecho (hecho con algún dispositivo cortador de fibra) normalmente debería ser suficiente. El pulido conduce a la más alta calidad de superficie y precisión angular, pero requiere más tiempo.
• Los núcleos de fibra están exactamente en los ejes de fibra y la alineación es precisa. (A menudo se observa bajo un microscopio).
• Las áreas de modo efectivo son las mismas y no demasiado pequeñas.
En condiciones ideales, los empalmes por fusión muestran con bastante fiabilidad pérdidas de transición muy bajas del orden de 0,02 dB. Casi ninguna luz se reflejará en el empalme. La ubicación del empalme apenas se puede ver bajo un microscopio. No obstante, la resistencia mecánica del empalme y su entorno puede ser muy inferior a la de la fibra desnuda normal, si la superficie de la fibra sufre algún daño durante la manipulación; rasguños muy pequeños son suficientes para ese efecto. Tenga en cuenta que se debe quitar la capa protectora para el empalme y que este proceso de remoción conlleva el riesgo de dañar la superficie de la fibra. Después del empalme, es común aplicar un nuevo revestimiento o colocar algún otro material protector (por ejemplo, un protector termorretráctil o un protector de engarce mecánico) para obtener una robustez mecánica suficientemente alta.
También se pueden lograr empalmes de baja pérdida en condiciones no ideales, por ejemplo, para fibras con diferentes diámetros. Cuando los núcleos de fibra no están centrados, puede ser necesario realizar la alineación mientras se controla el flujo de luz. Sin embargo, en tales casos, el proceso de empalme puede ser menos confiable y requiere más cuidado. Es posible que se deba volver a hacer una fracción sustancial de los empalmes hasta que se logre un resultado satisfactorio. Un empalmador de fusión de alineación de núcleo de 6 motores podría alcanzarlo. Después del empalme por fusión, a menudo se usa un manguito de protección de empalme para proteger la región empalmada. Tenga en cuenta que la fibra pelada es menos robusta y, por lo tanto, a menudo necesita protección adicional.
Características de las fusionadoras:
Un aparato adecuado para empalmes por fusión de alta calidad normalmente tendrá las siguientes características:
• Las abrazaderas de fibra cuidadosamente diseñadas permiten la fijación precisa de los extremos de la fibra. Al menos una abrazadera es ajustable con precisión con tornillos micrométricos.
• Para empalmar fibras que mantienen la polarización, también es necesario girar una de las fibras alrededor de su eje. El empalmador de fusión Shinho S-12PM podría girar con 0,45,90 grados.

• Un microscopio permite la inspección de la calidad y alineación de los extremos de las fibras. A menudo, hay una perilla para cambiar entre dos direcciones de visión ortogonales. Los núcleos de fibra también se pueden ver normalmente. Usamos 2 microscopios con la máquina.
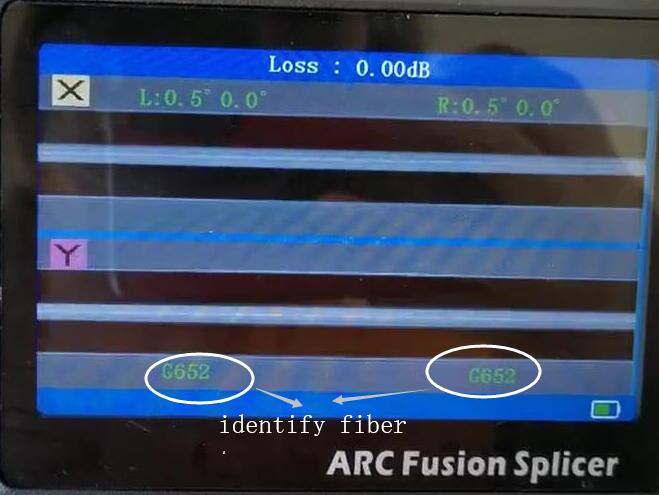
• Algunos empalmadores realizan la alineación automáticamente basándose en la imagen de una cámara y/o en el control del rendimiento de la potencia óptica. Para este último, debe haber una fuente de luz conectada a un extremo de la fibra y un fotodetector para el otro.
• Algunos dispositivos también pueden medir la calidad del empalme resultante.
• Mientras que algunos empalmadores de fusión están especializados para fibras de telecomunicaciones estándar, otros se pueden utilizar para una gama más amplia de fibras, por ejemplo, con diámetros de revestimiento más pequeños o más grandes. Por ejemplo, existen técnicas de fusión basadas en electrodos oscilantes que son adecuadas para fibras de revestimiento grandes.
• Algunos dispositivos simplemente ofrecen una mayor precisión, según se requiera, por ejemplo, para empalmar fibras para multiplexación por división espacial.
Prueba de empalmes por fusión
Una primera prueba de un empalme es la inspección con el microscopio del aparato empalmador. Normalmente, uno apenas debería poder ver el empalme. No obstante, puede haber un problema, por ejemplo, como resultado de un desplazamiento de los núcleos de fibra.
Cuando se lanza luz visible a la fibra, una gran cantidad de luz dispersa puede dar como resultado un empalme defectuoso, que por lo tanto es fácil de reconocer, aunque eso no brinda una medida cuantitativa de la calidad del empalme.
Una medición precisa de una pérdida de empalme es útil, pero no es fácil. Eso comienza con el desafío de lanzar una cantidad de potencia óptica conocida con precisión en la fibra y continúa con la medición de la potencia de salida con una precisión de 0,1 dB, por ejemplo.
La reflectometría óptica en el dominio del tiempo (OTDR) se utiliza a menudo para comprobar los cables de fibra, incluidos los empalmes. Al menos las fallas graves se reconocen y localizan fácilmente con esa técnica. Sin embargo, esto requiere un aparato OTDR costoso.
Tenga en cuenta también que en los láseres y amplificadores de fibra de alta potencia, la potencia de la luz que se pierde en los empalmes puede ser suficiente para quemar materiales, en particular, revestimientos de fibra. Esto significa que los empalmes de alta calidad son esenciales no solo para la eficiencia energética, sino también para un funcionamiento fiable.
El uso de empalmes por fusión es común para los cables de fibra para exteriores; los cables largos generalmente se fabrican mediante el empalme por fusión de cables de fibra, cada uno con una longitud de unos pocos kilómetros. Para los cables de transmisión de interior, se suelen utilizar empalmes mecánicos o conectores de fibra, evitando el uso de costosos empalmadores de fusión. El empalme por fusión también se utiliza en las fábricas para fabricar dispositivos de fibra óptica estables, como láseres de fibra y amplificadores.
Proveedores
Shinho Communication le ofrece 12 modelos diferentes de fusionadoras. Ver detalles en:
https://www.xhfiber.com/fiber-fusion-splicer_c1

Bienvenido a registrar el boletín de noticias si tiene algún interés en nuestros productos, lo mantendremos informado de nuestras novedades, información de productos y promociones, si las hubiera.
© Derechos de autor: SHINHO OPTICS LIMITED Todos los derechos reservados.


 español
español English
English français
français русский
русский italiano
italiano português
português العربية
العربية ไทย
ไทย हिन्दी
हिन्दी Indonesia
Indonesia 中文
中文










